зѓбЙАхЪ§ПиМгЙЄЙЄвеМАБрГЬ(КЌCADСуМўЭМУЋХїЭМ)
РДдДЃКwenku7.com зЪСЯБрКХЃКWK713262 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK713262
вдЯТЪЧзЪСЯНщЩм,ШчашвЊЭъећЕФЧыГфжЕЯТдиЁЃ
1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
зѓбЙАхЪ§ПиМгЙЄЙЄвеМАБрГЬ(КЌCADСуМўЭМУЋХїЭМ)(ТлЮФЫЕУїЪщ8700зж,CADЭМжН2еХ,ЙЄађПЈ,ЙЄвеПЈ)
еЊвЊ
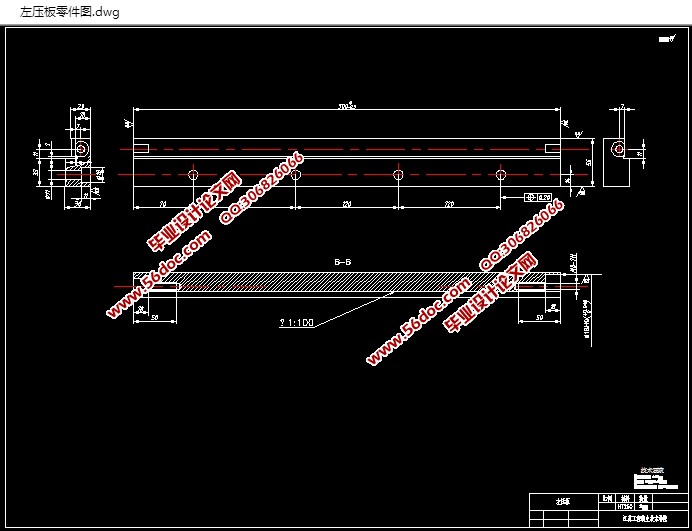
БОЦЊЩшМЦЪЧзѓбЙАхМгЙЄЙЄвеМАБрГЬЃЌзѓбЙАхСуМўЕФжївЊМгЙЄБэУцЪЧИїБэУцЕФЯГЯїМгЙЄМАФкПз ЕФЯГЯїМгЙЄвдМА2-M8-7HТнЮЦПзЕФзъЁЂЙЅЯїМгЙЄКЭ4- жБПзЕФзъЯїМгЙЄЕШЁЃвЛАуРДЫЕЃЌБЃжЄЦНУцЕФМгЙЄОЋЖШгыБЃжЄПзЯЕЕФМгЙЄОЋЖШЯрБШЃЌБЃжЄЦНУцЕФМгЙЄОЋЖШБШНЯШнвзЁЃПзОЖМгЙЄЖМЪЧбЁгУзЈгУзъМаОпЃЌМаНєЗНЪНвЛАубЁгУЪжЖЏМаНєЃЌМаНєПЩППЁЃвђДЫЩњВњаЇТЪНЯИпЁЃФмЙЛТњзуЩшМЦвЊЧѓЁЃ
ЮФеТЕФжиЕудкгкЖдзѓбЙАхЕФЙЄвеадКЭСІбЇадФмЗжЮіЃЌЖдзѓбЙАхСуМўЕФМгЙЄЙЄвеЙцГЬНјааКЯРэЗжЮіЃЌЖдзѓбЙАхНјааМгЙЄЙЄвеЕФЙцГЬЩшМЦЃЌАќРЈСЫзѓбЙАхЕФЪ§ПиЯГЯїМгЙЄКЭЪ§ПиЯГЯїМгЙЄЃЌВЂЧвНщЩмСЫЪ§ПиЯГЕФМгЙЄЙЄвеМАЪ§ПиБрГЬЃЌвдДЫзѓбЙАхНјааЪ§ПиЯГЕФМгЙЄЙЄвеБржЦКЭЪ§ПиБрГЬЕФЩшМЦЃЌОЙ§ЪЕМљжЄУїЃЌзюжеПЩвдМгЙЄГіКЯИёЕФзѓбЙАхСуМўЁЃ
ЙиМќДЪЃКМгЙЄЙЄвеЃЛзѓбЙАхЃЛБрГЬЃЛЪ§Пи
1 СуМўНсЙЙЙЄвеЗжЮі
БОЮФЪзЯШЖдзѓбЙАхЕФСуМўНјааЗжЮіЃЌЭЈЙ§ЖдзѓбЙАхНјааЕФбаОПКЭЗжЮіЃЌУшЪіСЫЫќЕФУЋХїжЦдьаЮЪНЁЂЛњаЕМгЙЄгрСПЁЂЛљзМбЁдёЁЂЙЄађГпДчКЭУЋХїГпДчЕФШЗЖЈЃЌвдМАЧаЯїгУСПКЭЙЄЪБЕФМЦЫуЕШЯрЙиФкШнЁЃЮЊСЫЬсИпРЭЖЏЩњВњТЪЃЌгыжИЕМРЯаЩЬКѓЃЌИаОѕгУЪ§ПиБрГЬБШНЯКЯЪЪЁЃ
дкетДЮБЯвЕЩшМЦжаЃЌИљОнПЮЬтЫљИјЕФСуМўЭМЁЂММЪѕвЊЧѓЃЌЭЈЙ§ВщдФЯрЙизЪСЯКЭЪщМЎЃЌСЫНтКЭеЦЮеСЫЕФЛњаЕМгЙЄЙЄвеКЭБрГЬЕФвЛАуЗНЗЈКЭВНжшЃЌВЂдЫгУетаЉЗНЗЈКЭВНжшНјааСЫМаОпЩшМЦЁЃећИіЩшМЦЕУжИЕМЫМЯы“МђБуЁЂаЇТЪИпЁЂЗЧГЃОМУ”ЁЃ
ЙЄОпЪЧШЫРрЮФУїНјВНЕФБъжОЁЃздЖўЪЎЪРМЭФЉЃЌЯжДњжЦдьММЪѕКЭЛњаЕжЦдьЙ§ГЬздЖЏЛЏЗНУцШЁЕУСЫГЄзуЕФЗЂеЙЁЃЕЋЪЧЃЌдкВЛЖЯДДаТЕФЙЄОпЃЈАќРЈМаОпЃЌЕЖОпЃЌСПОпКЭЦфЫћИЈжњЩшБИЃЉЃЌЫќЕФЙІФмЛЙЪЧКмЯджјЁЃИУЛњДВМаОпЖдСуМўЕФжЪСПЃЌЩњВњТЪКЭВњЦЗГЩБОгажБНггАЯьЁЃвђДЫЃЌЮоТлЪЧДЋЭГКЭЯжДњжЦдьЯЕЭГЃЌМаОпЖМЪЧЗЧГЃживЊЕФЙЄвеЩшБИжЎвЛЁЃ
1.1 СуМўЕФЗжЮі
1.1.1 СуМўЕФзїгУ
ЬтФПИјГіЕФСуМўЪЧзѓбЙАхЁЃзѓбЙАхжївЊЪЧЦ№бЙНєЕФзїгУЃЌвЛИіЩшБИЪЧЭЈЙ§ИїжжВЛЭЌСуМўзщГЩЕФЃЌЦфжаАќРЈИїжжЛњЙЙЃЌР§ШчДЋЖЏЛњЙЙЁЂжДааЛњЙЙЃЌвдМАвЛаЉЦфЫћНсЙЙЃЌЙЪзѓбЙАхСуМўЕФМгЙЄОЋЖШКЭБэУцЙтНрЖШжБНггАЯьзХзАХфЕФОЋЖШКЭЛњаЕЩшБИЕФЪЙгУадФмЃЌПЩвдЫЕЃЌвЛИіМгЙЄОЋЖШИпЕФзѓбЙАхгыМгЙЄОЋЖШЕФЕЭЕФзѓбЙАхЯрБШЃЌЦфДЋЖЏаЇЙћКмУїЯдЁЃЫљвдбаОПКЭжЦЖЈзѓбЙАхСуМўЕФЪ§ПиМгЙЄЙЄвеЙцГЬКЭБрГЬОЭгШЮЊживЊЁЃ
ФП ТМ
еЊ вЊ I
1 СуМўНсЙЙЙЄвеЗжЮі 1
1.1СуМўЕФЗжЮі 2
1.1.1СуМўЕФзїгУ 2
1.1.2СуМўЕФЙЄвеЗжЮі 4
1.2СуМўЕФжївЊММЪѕвЊЧѓ 5
1.2.1ФкПзЕФОЋЖШМАЮЛжУОЋЖШ 6
1.2.2ЦНУцЕФОЋЖШМАЮЛжУОЋЖШ 7
1.2.3 ЦфЫћвЊЧѓ 8
2 ЙЄвеЙцГЬЩшМЦ 9
2.1бЁдёЖЈЮЛЛљзМ 9
2.2жЦЖЈЙЄвеТЗЯп 10
2.3бЁдёМгЙЄЩшБИКЭЙЄвеЩшБИ 11
2.4ЛњаЕМгЙЄгрСПЁЂЙЄађГпДчМАЙЋВюЕФШЗЖЈ 11
3 ШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБ 12
3.1ЙЄађ20ЃКДжЯГСуМўЩЯЯТЖЫУц 14
3.2ЙЄађ30ЃКДжЯГСуМўзѓгвЖЫУц 15
3.3ЙЄађ40ЃКАыОЋЯГЃЌОЋЯГСуМўЩЯЯТЖЫУцЃЌБЃжЄИпЖШГпДч56ЕНЮЛ 16
3.4ЙЄађ50ЃКАыОЋЯГСуМўзѓгвЖЫУцЃЌБЃжЄКёЖШГпДч30ЕНЮЛ 17
3.5ЙЄађ60ЃКДжЯГЁЂАыОЋЯГЁЂОЋЯГ23X7аБЖШ1:100ШБПкжСГпДч 17
3.6ЙЄађ70ЃКДжЯГЁЂАыОЋЯГ2X7ШБПк 17
3.7ЙЄађ80ЃКЯГ4-Ёг11жБПз 17
3.8ЙЄађ90ЃКЯГ4-Ёг18Щю11ГСПз 17
3.9ЙЄађ100ЃКДжЯГЁЂАыОЋЯГСНЖЫ2- Щю18ГСПз 17
3.10ЙЄађ110ЃКзъЁЂЙЅСНЖЫ2-M8-7HЩю50ТнЮЦПзжСГпДч 17
3.11ЪБМфЖЈЖюМЦЫуМАЩњВњАВХХ 24
4 СуМўБрГЬ 25
4.1ДжЯГЁЂАыОЋЯГЁЂОЋЯГ23X7аБЖШ1:100ШБПкжСГпДч 26
4.2ДжЯГЁЂАыОЋЯГСНЖЫ2- Щю18ГСПз 27
4.3зъЁЂЙЅСНЖЫ2-M8-7HЩю50ТнЮЦПзжСГпДч 28
Нс Тл 29
ВЮПМЮФЯз 30
жТ аЛ 31
|