Sinumerik 808D数控车床CNC和伺服系统连接与调试(含CAD图)(设计说明书12000字,CAD图纸7张)
摘要
随着机械生产技术水平的不断提升,对于机械生产的产品与质量都提出了更高的目标,加工工艺是保证上述进步的重要措施。工艺不仅能提高生产的效率,同时降低成本,还改善了工人的工作条件。数字型的机床因为这些因素慢慢诞生并发展壮大。
数字控制系统简称,英文名称为Numerical Control System,早期是与计算机并行发展演化的,用于控制自动化加工设备的,由电子管和继电器等硬件构成具有计算能力的专用控制器的称为硬件数控(Hard NC)。20世纪70年代以后,分离的硬件电子元件逐步由集成度更高的计算机处理器代替,称为计算机数控系统。
计算机数控(Computerized numerical control,简称CNC)系统是用计算机控制加工功能,实现数值控制的系统。CNC系统根据计算机存储器中存储的控制程序,执行部分或全部数值控制功能,并配有接口电路和伺服驱动装置,用于控制自动化加工设备的专用计算机系统。
CNC系统由数控程序存储装置(从早期的纸带到磁环,到磁带、磁盘到计算机通用的硬盘)、计算机控制主机(从专用计算机进化到PC体系结构的计算机)、可编程逻辑控制器(PLC)、主轴驱动装置和进给(伺服)驱动装置(包括检测装置)等组成。
由于逐步使用通用计算机,数控系统日趋具有了软件为主的色彩,又用PLC代替了传统的机床电器逻辑控制装置,使系统更小巧,其灵活性、通用性、可靠性更好,易于实现复杂的数控功能,使用、维护也方便,并具有与网络连接及进行远程通信的功能。
本设计是基于西门子SINUMERIK 808D数控车床CNC和伺服系统连接与调试的设计与研究,最优速度控制——缩短加工时间,极高的生产效率,加工方便,快捷,快速安装,数据处理快速,在线诊断——缩短时间,快捷调试工具:(1)文本管理器和Win PC-IN(2)PLC编程工具(3)伺服调试工具SimoCom,功能强大的PLC,零件加工程序可以备份在PC卡上,
丰富的用户加工循环(1)车削循环(2)铣削循环(3)钻削循环一体化的步进/伺服驱动控制系统,
全球服务机构,标准的PROFIBUS总线通讯,完备的网上培训和信息支持程序产生方便易行——不需要任何数控的知识,从简单到复杂的零件处理方法一致
本文介绍了SINUMERK 808D数控系统的主要组成、特点及应用;同时对于控制电路的相关内容进行设计,并使用Programming Tool软件进行系统内部PLC功能的开发及相关参数设定,达到了PC机与数字控制系统之间的通信目的,以西门子SINUMERIK 808D铣削版为控制器的数控车床控制调试,其中含有系统初始化、PLC程序的使用、驱动器使用、参数设定、回数控机床的参考点等内容。
关键词:数控技术;西门子SINUMERIK 808D铣削版;控制电路
Abstract
With the improving of the mechanical manufacturing technology, mechanical products and quality are put forward for higher goals, processing technology is one of the important measures to ensure the progress. Technology can not only improve the efficiency of the production, at the same time reduce the cost, also improve the working conditions of the workers. Digital type machine because of these factors was born and grow slowly.
Digital Control System, the English name for Numerical Control System, is the early development evolution of parallel computer, is used to Control the automation processing equipment, the vacuum tube and relay hardware dedicated controller is capable of computing hardware called NC (Hard NC). Since the 1970 s, the separation of hardware electronic components gradually more integrated computer processor, called computer numerical control system.
CNC (Computerized numerical control, CNC) system is to use computer control processing functions, realizes the numerical control system. CNC system based on computer control program stored in memory, and perform some or all of the numerical control function, and is equipped with interface circuit and servo drive device, a special computer system for control of automated processing equipment.
CNC system by nc program storage device (from early paper tape to the circular, and magnetic tapes, disks, to general computer hard disk), computer control console (from a dedicated computer architecture evolution to the PC computer), programmable logic controller (PLC), spindle driver and feed (servo) drive (including detection device), etc.
Due to gradually use general computer, numerical control system is give priority to color with the software, and using PLC to replace the traditional machine tool electrical logic control device, make the system more compact, its flexibility, generality, better reliability, easy to implement complex numerical control function, operation and maintenance is convenient, and is connected to the network and the remote communication function.
This design is based on Siemens SINUMERIK 808 d numerical control lathe CNC and the servo system connection and debugging of design and research, the optimal speed control, shorten processing time, high production efficiency, processing is convenient, quick, quick installation, data processing, fast online diagnosis, shorten time, fast debugging tools: (1) the text manager and Windows PC - (2) IN PLC programming tool (3) servo debugging tools SimoCom, powerful PLC, parts processing program can backup on the PC card,
Rich user processing cycle (1) the turning circle (2) milling cycle (3) the drilling cycle integration step/servo drive control system,
Global services, the standard of PROFIBUS fieldbus communication, complete online training and information support programs to produce convenient and feasible - does not require any knowledge of numerical control, from simple to complex parts processing method
SINUMERK 808 d nc system were introduced in this paper the main composition, characteristics and applications. And the related contents in the control circuit design, and use the Programming Tool software development of the internal function of PLC system and related parameters setting, achieved the purpose of communication between the PC and digital control system, Siemens SINUMERIK 808 d milling version as controller commissioning of CNC lathe control contains system initialization, the use of PLC program, drive use, parameter setting, back to the CNC machine Tool reference point, etc.
Keyword: CNC technology; Siemens SINUMERIK 808D Milling Edition; a control circuit

目 录
引言 1
第一章 绪论 2
1.1 设计背景 2
1.2设计课题的意义 3
1.2.1 西门子SINUMERIK 808D简介 3
1.3 课题设计研究的内容 3
第二章 SINUMERIK 808D 铣削数控系统组成 4
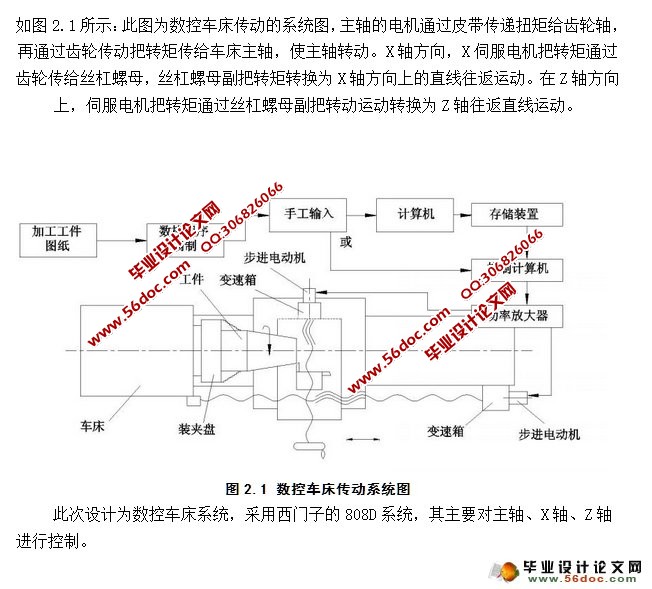
2.1 数控车床传动系统的总体结构 4
2.2 SINUMERIK 808D数控单元介绍 5
2.2.1面板处理单元PPU 5
2.2.2 操作面板MCP 7
2.3驱动单元介绍 7
2.3.1 SINAMICS V60伺服驱动模块 7
2.3.2 1FL5伺服电机 8
2.3.3 西门子SINAMICS G120变频器 8
第三章 SINUMERIK 808D 铣削数控系统电气原理图设计 10
3.1概述 10
3.2电源开关及保护电路 11
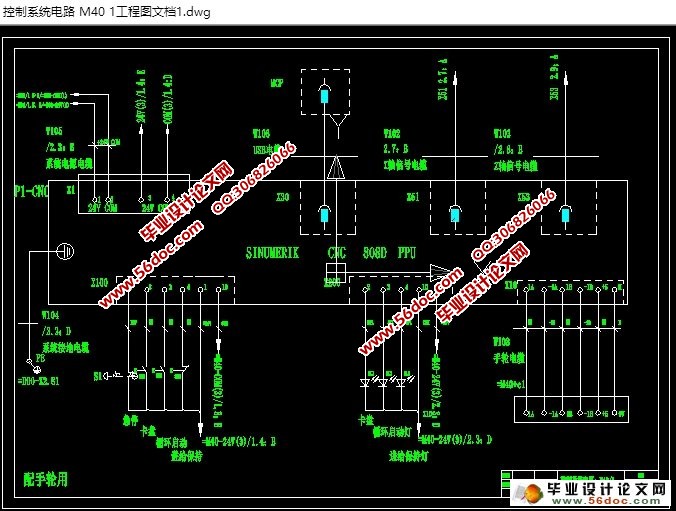
3.3 控制系统电路 11
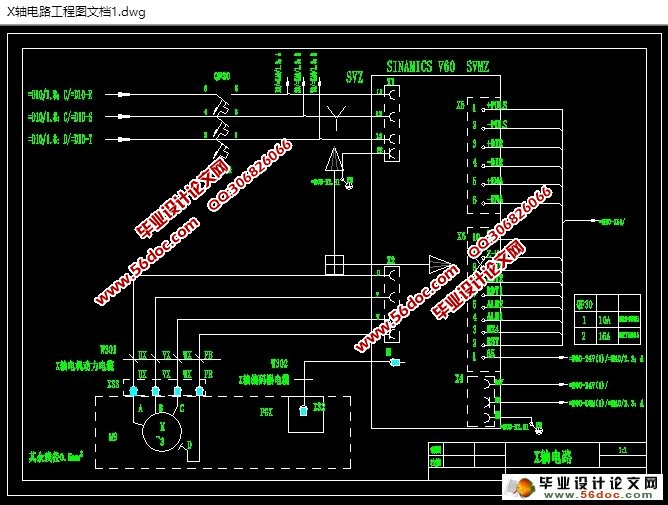
3.4 X轴电路 12
3.5 Z轴电路 13
第四章 数控车床内置PLC控制系统设计 14
4.1Programming Tool PLC 介绍 14
4.2 数控车床系统PLC I/O分配和子程序库的调用 14
4.2.1 I/O点分配 14
4.2.2 MCP面板功能分配 14
4.2.3 异步子程序库调用 15
4.3数控车床辅助装置PLC程序的设计 16
第五章 数控机床的故障诊断 18
5.1故障诊断简述 18
5.2故障诊断内容和分类 18
第六章 CAD绘图简单说明 20
结论 21
参考文献 22
致谢 23
|
