ХфКЯМўЕФЪ§ПиМгЙЄЙЄвеЗжЮігыЗТец(ШЮЮёЪщ,ЭтЮФЗвы,ТлЮФЫЕУїЪщ13000зж,CADЭМжН2еХ,Д№БчPPT)
еЊ вЊ
Ъ§ПиММЪѕЃЌЪЧВЩгУЪ§зжПижЦЕФЗНЗЈЖдФГвЛЙЄзїЙ§ГЬЪЕЯжздЖЏПижЦЕФММЪѕЁЃЫќЫљПижЦЕФЭЈГЃЪЧЮЛжУЁЂНЧЖШЁЂЫйЖШЕШЛњаЕСПКЭгыЛњаЕФмСПСїЯђгаЙиЕФПЊЙиСПЁЃЪ§ПиЕФВњЩњвРРЕгкЪ§ОндиЬхКЭЖўНјжЦаЮЪНЪ§ОндЫЫуЕФГіЯжЁЃЖјЪ§ПиЯГДВЪЧдкЦеЭЈЯГДВЩЯМЏГЩСЫЪ§зжПижЦЯЕЭГЃЌПЩвддкГЬађДњТыЕФПижЦЯТНЯОЋШЗЕиНјааЯГЯїМгЙЄЕФЛњДВЁЃ
БОЮФЮЊХфКЯСуМўЕФБрГЬгыМгЙЄЃЌЭЈЙ§Ъ§ПиЯГДВЕФМгЙЄЃЌеыЖдОпЬхЕФСуМўЃЌНјааСЫЙЄвеЗНАИЕФЗжЮіЃЌМгЙЄЗНАИЕФШЗЖЈЃЌЕЖОпКЭЧаЯїгУСПЕФбЁдёЃЌШЗЖЈМгЙЄЫГађКЭМгЙЄТЗЯпЃЌЪ§ПиМгЙЄГЬађБржЦЁЃБОЮФжївЊДгШ§ЮЌФЃаЭЕФНЈдьЁЂМгЙЄЙЄвеЗжЮіКЭЛњДВБрГЬЕФвЛАуВНжшзХЪжЃЌЬсИпЮвЖдCAD/CAMШэМўЕФЪЙгУгыШЯЪЖЁЂЬсИпЮвЕФЖСЭМЛцЭМФмСІЁЃзюКѓЭЈЙ§здЖЏБрГЬгыМгЙЄЃЌЯЃЭћФмдкЙ§ГЬжаЗЂЯжИќКУЕФБрГЬЗНЗЈКЭМгЙЄЗНЗЈЃЌЬсИпаЇТЪЃЌЖјЧвдЫгУгкЪЕМЪЙЄзїжаФмЙЛИќЩюШыЕФСЫНтЪ§ПиЛњДВЕФМгЙЄЬиЕуЁЃ
ЙиМќДЪЃКЪ§ПиЯГДВЃЌХфКЯСуМўЃЌШ§ЮЌФЃаЭЃЌМгЙЄЙЄвеЃЌздЖЏБрГЬ
ABSTRACT
Numerical control technology, is the method that USES digital control of one of the working process of automatic control technology. It is usually controlled by the position, Angle, speed and other mechanical quantity and amount related to the mechanical energy flow switch. Numerical control depends on the data carrier and the binary form data operation. And CNC milling machine is in the common milling machine used digital control system, can be under the control of the program code accurately for milling machine.
This article for programming and machining of the parts, through the processing of CNC milling machine, for specific parts of the process of analysis, the scheme of machining tool and cutting parameter selection, determine the processing order and processing route, the nc machining programming. This article mainly from the construction of the 3 d model, processing technology analysis and the general steps of machine tool programming, improve my understanding of the use of CAD/CAM software and figure drawing, improve my reading ability. Finally, automatic programming and processing, the hope can find better ways of programming and processing in the process method, improve efficiency, and applied to real work can further understand the machining characteristic of nc machine tools.
KEY WORDS: CNC milling machine, cooperate with parts, 3 d model, processing technology, automatic programming
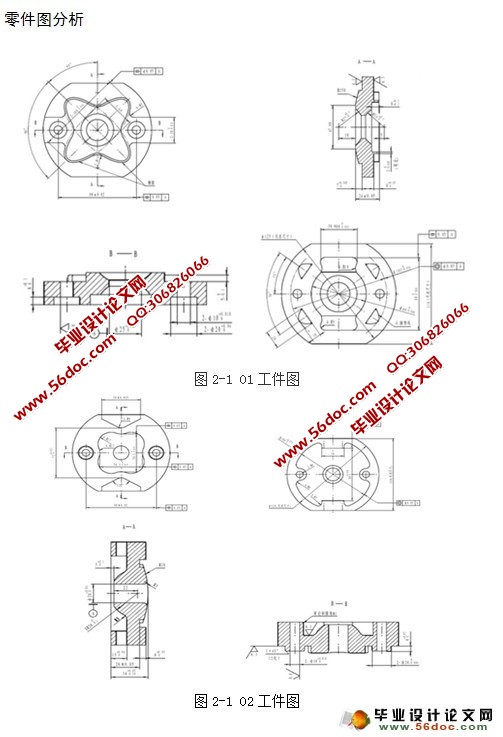
СуМўУЋХїбЁдё
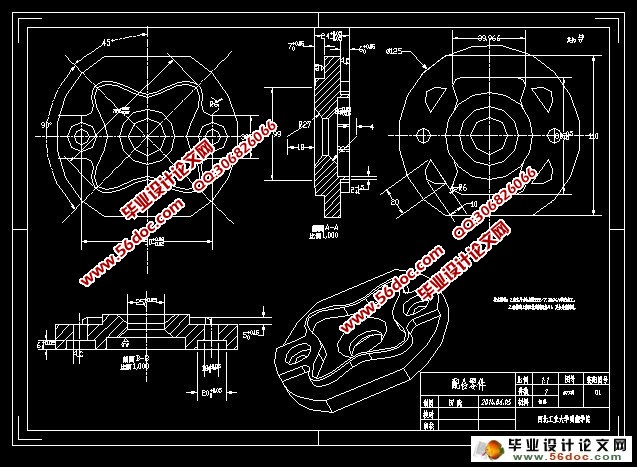
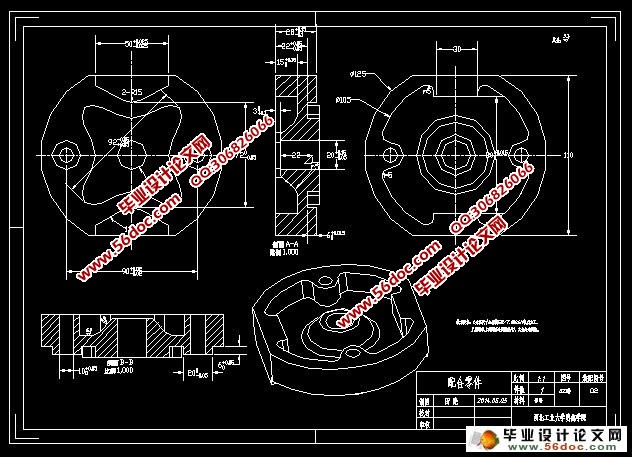
СНХфКЯМў01ЁЂ02ДгЭМЩЯПЩвдПДГіДѓТжРЊЮЊΦ125mmДѓдВЃЌЧаЕєСНЖЫСНЦНЖЫОрРыЮЊ110mmЁЃ01ЙЄМўКё24,02ЙЄМўКё30ЁЃПМТЧЕНЯжгаЛњДВЙЄзїЬЈУцЪЧвЛИіЦНУцЫљвдзАМаЗНЪНЪЧгУбЙАхбЙЃЌЫљвдЯШЯТСЯ219*114*26mmКЭ219*114*34mmИїСє2mmгрСПЁЃЯТСЯГЄ219mmЪЧСєгаСНЖЫбЙбЙАх45mmгрСПЁЃ
ВФСЯЃКТССЯЁЃ
ФП ТМ
ЕквЛеТ аї Тл 5
1.1Ъ§ПиММЪѕЗЂеЙМАЯжзД 5
1.1.1Ъ§ПиММЪѕЕФЗЂеЙ 5
1.1.2Ъ§ПиММЪѕдкЙњФкЕФЯжзД 5
1.2БОПЮЬтбаОПЕФФПЕФМАвтвх 6
1.3ПЮЬтЕФжївЊФкШн 7
ЕкЖўеТ СуМўЕФЙЄвеЗжЮі 8
2.1СуМўЭМЙЄвеЗжЮі 8
2.1.1СуМўЭМЗжЮі 8
2.1.2СуМўУЋХїбЁдё 9
2.2СуМўЖЈЮЛЛљзМбЁдё 9
2.2.1ОЋЁЂДжЛљзМбЁдё 9
2.2.2ЛљзМЕФШЗЖЈ 10
2.3 СуМўМгЙЄЙЄвеЙцГЬЗжЮі 11
2.3.1ХфКЯМў01ЙЄМўЙЄвеЙцГЬЗжЮі 11
2.3.2ХфКЯМў02ЙЄМўЙЄвеЙцГЬЗжЮі 12
ЕкШ§еТ дЫгУpro-EНЈдьШ§ЮЌФЃаЭ 13
3.1 pro-EМђЕЅНщЩм 13
3.2ДДНЈСуМўФЃаЭ 14
3.2.1ХфКЯМў01ЙЄМўНЈФЃ 14
3.2.2ХфКЯМў02ЙЄМўНЈФЃ 20
ЕкЫФеТ ХфКЯМўЕФБрГЬМАМгЙЄЗТец 24
4.1 UGБрГЬЕФМђЕЅНщЩм 24
4.2вдХфКЯМў02ЙЄМўЮЊР§НјааUGБрГЬ 25
4.2.1Жд02ЙЄМўНјааФЃаЭЗжЮі 25
4.2.2МгЙЄзјБъЯЕЁЂМИКЮЬхЩшЖЈ 25
4.2.3ДДНЈМгЙЄЕЖОп 26
4.2.4МгЙЄГЬађЫГађЙмРэ 26
4.2.5Жд02ЙЄМўМгЙЄБрГЬ 27
4.3ЕЖТЗЗТецМАМгЙЄДњТыЪфГі 30
4.3.1ЕЖТЗЗТецМАМгЙЄДњТыЕФЪфГі 30
4.3.2ХфКЯМў02ЙЄМўЪфГіВПЗжМгЙЄДњТы 32
ЕкЮхеТ ХфКЯМўЙЄвеБэЁЂГЬађЕЅ 38
5.1ХфКЯМў01ЙЄМўЙЄвеБэЁЂГЬађЕЅ 38
5.2ХфКЯМў02ЙЄМўЙЄвеБэЁЂГЬађЕЅ 40
ЕкЮхеТ ШЋЮФзмНс 42
жТ аЛ 43
ВЮПМЮФЯз 44
БЯвЕЩшМЦаЁНс 45
ИН ТМ 46 |