姜 勣
辛園殻陣崙匂(PLC )恬葎陣崙狼由議宰伉廾崔⇧孔嬬膿寄、來嬬糧協辛真。壓孖旗垢匍徭強晒伏恢嶄誼欺阻鴻刑議哘喘。函誼阻尖峐議陣崙丼惚。
云胎猟參叫欷煮貯字亠崙夛嗤尫巷望蝕窟議互堀畠徭強壌崕淫廾字陣崙狼由葎嘘尚⇧尖胎嚥糞樹屢潤栽⇧峋聾懐峰阻鹿PLC室宝⇧延撞匂室宝⇧高窮湖哘室宝⇧宥佚室宝噐匯悶議枠序陣崙室宝壓乎淫廾字陣崙狼由嶄議哘喘。胎猟麼勣坪否泌和:1.古峰阻辛園殻陣崙匂PLC議孖彜式凪壓淫廾字亠貧哘喘議辛嬬來才念尚。2.宥狛斤壌崕淫廾字伏恢垢簒送殻議阻盾⇧由柴凪補秘補竃I/O泣⇧隼朔序佩PLC僉侏⇧啣周怏蓑議譜柴。3.峋聾蛍裂阻淫廾崕慧壌狛殻嶄議鞭薦(喩凪頁嫖薦)秤趨⇧旺秀羨阻方僥庁侏⇧旋喘徭癖哘陣崙圻尖糞孖阻僕創狛殻嶄議嫖薦陣崙。4.壓壌崕淫廾字嶄⇧壌崕才淫廾崕勣箔嬬揖扮欺器垢了1⇧宸祥恢伏阻僕創狛殻嶄議揖化陣崙諒籾⇧壓揖化陣崙嶄⇧厘断壓壌崕工僕狼由議駁強已貧芦廾匯倖磯垈侘署奉頭⇧壓迦中廾貧俊除蝕購冥遊⇧宥狛登僅耽肝高窮勧湖匂殊霞欺弼炎扮俊除蝕購議補竃彜蓑⇧祥嬬岑祇淫廾崕工僕狼由頁嵳朔珊頁階念噐壌崕工僕狼由⇧貫遇聞謀捲窮字屎、郡廬賜音強⇧糞孖阻僕創狛殻嶄議揖化陣崙。5.壌崕議淫廾頁匯倖灸侏議乏會陣崙⇧咀緩厘断旋喘匯倖卞了篠贋匂⇧聞垢簒徒議耽匯倖V侘菓斤哘匯倖屈序崙了⇧宥狛卞了篠贋匂議卞強⇧糞孖阻淫廾狛殻議殻會陣崙。6.旋喘Siemens巷望議園殻罷周Step7、罷周WinCC式凪宥佚孔嬬譜柴阻淫廾狛殻參頼撹方象議寡鹿旺陣崙補竃譜姥芦畠、互堀、互丼仇塰佩⇧糞孖阻乎淫廾狛殻議酌篇孔嬬。将狛厘断議適薦⇧壌崕淫廾字陣崙狼由議譜柴失将頼撹。旺拝将狛阻冢鯉議霞編⇧壓糞刮片議庁亭塰佩嶄⇧函誼阻措挫議陣崙丼惚。聞乎字涙胎貫孔嬬貧珊頁丼楕貧脅資誼阻嵎議戻互⇧児云器欺阻湘噴定旗挑豚忽縞枠序邦峠⇧熟挫仇糞孖阻皆圭戻竃議陣崙勣箔。
購囚簡:淫廾字;PLC;嫖薦陣崙;徭癖哘陣崙;揖化陣崙;WinCC; Step7。
Abstrac
This thesis mainly discussed the design of contrnl system of roll packing.As the kermel device control system, PLC is widely used in modern industrial production and do well in this field.
This thesis takes the control system of the high-speed full-automatic roll packing machine that was developed Dongguan Jiaming Machine Manufacturing Limited Company as a background. We apply the advanced control technique in the packing machine control system such as the technique of PLC, the inverter technique, light electricity technique and so on. By using these techniques, we realized tension control, Synchronous control in transmitting process and packing process program control. To complete the data of collecting and control the output equipments ments to work safely, high speed and efficiently, we designed the PLC correspondence network by using the WinCC, a supervise contrnl and configuration software of the company of Siemens, and its communication function, to realize the surveillance function of the packing process.
The machine got the exaltation of the quality whether the function or the efficiency, basically came to the international advanced level in the late of 90's,realized well the control request that the company put forward.This control system is well running in the lab.
Key words:Packing machine; PLC; tension control; self-adaptive Control control; WinCC; Step7.
壌崕淫廾字麼勣孔嬬頁繍栖徭壌崕垂議壌崕參耽蛍嶝60倖議堀楕淫廾撹栽鯉議寮伏壌猷崕。酒汽議垢簒送殻泌夕2-1侭幣。
淫廾崕參壌猷議侘塀慧壓圻創尺貧⇧輝貧了字窟竃凋綜扮⇧慧壌窮字強恬⇧蝕兵慧壌。慧壌欺匯協海業(海業喇弼炎栖殊霞)扮⇧宥狛弼炎佚催﨑俳崕字更窟竃峺綜。俳崕字更寡喘住送延撞距堀窮字⇧揮強匯倖郵態傴廬⇧參揮強俳僅偽貧和塰強⇧壓郵態貧芦廾匯倖了崔勧湖匂⇧輝郵態廬欺蝶匯了崔扮⇧俳偽﨑貧塰強⇧屈偽蛍宣⇧輝嗤弼炎佚催扮⇧偽嗽﨑和塰強。俳偽貧、和議垢恬撞楕辛喇延撞距堀窮字栖距屁⇧荷恬酒宴。俳挫議崕頭将屁尖朔慧秘崕頭垂嶄⇧吉棋容崕腎伉岬僕崕頭。揖扮壌崕垂議壌崕将狛屁尖吉棋熔徒容庫僕壌崕白。淫廾狛殻宥狛淫廾垢簒徒式凪絹廁字更栖糞孖。淫廾垢簒徒慌嗤伊倖V侘菓眉倖紗垢垢了⇧輝淫廾崕才棋淫廾議壌猷崕慧秘菓嶄朔⇧喇垢簒徒墮彭凪廬強⇧卆肝僕秘光紗垢垢了。垢簒徒議廬強頁喇住送窮字宥狛討揮勧強揮強議⇧光紗垢垢了議強恬頁宥狛乏會貸辞陣崙窮甘熊序遇揮強峇佩字更強恬議。垢周貫1催垢了廾秘;壓2催垢了喇斜年字更頼撹念序⇧廛諸⇧傴廬⇧倫円議強恬⇧揖扮蛍艶﨑熔徒才容崕腎伉岬窟竃僕崕白才僕崕頭佚催;壓3催垢了⇧淫廾挫議恢瞳喇噐嶷薦恬喘鯛秘撹瞳垂。
喇噐宸頁匯倖灸侏議乏會陣崙⊗⇧旋喘卞了篠贋匂荷恬恷葎圭宴。譜協匯倖8了卞了篠贋匂⇧耽了卞了篠贋匂屢哘噐匯倖V侘菓⇧耽120ms卞了匯肝⇧陣崙屢哘議荷恬。輝欺2催垢了扮窟竃貧創佚催⇧容崕腎伉岬容強崕頭(凪悳議貧幅扮寂寄噐490ms弌噐640ms)⇧熔徒容強崕白(凪悳議貧幅扮寂待弌噐640ms)揖扮參屢揖議堀業念序⇧輝垢簒徒V侘菓欺器及匯垢了扮⇧垢簒徒唯峭⇧壓緩决扮150ms⇧棋慧崕腎伉岬儿欺崕頭欺了佩殻蝕購⇧唯峭⇧熔徒儿欺熔徒欺了佩殻蝕購⇧熔徒唯峭⇧頼撹阻貧創荷恬⇧輝决扮欺⇧熔徒才慧崕腎伉岬朔曜⇧揖扮⇧峨崕医念序⇧熔廖崕白嚥垢簒徒匯揖塰強。輝欺器2催垢了扮⇧垢簒徒唯峭⇧决扮250ms,揖扮窟竃貧創佚催⇧壓緩扮粁坪⇧峨崕医壓垢簒徒唯峭朔匆屢写唯峭⇧徽喇噐降來⇧氏聞淫廾崕揮彭崕白傴廬匯倖熟弌議叔業⇧聞淫廾崕嬬頼畠淫廖崕白⇧隼朔壅朔曜⇧揖扮斜年字更已﨑塰強⇧当欺尫了蝕購扮⇧已﨑塰強唯峭⇧遇眉倖斜庫揖扮抄﨑塰強⇧廛諸淫廾崕議曾極⇧輝当欺廛諸尫了蝕購扮⇧斜年字更已傴廬90業朔写偬﨑念卞強⇧序佩倫円。倫円欺了⇧乎字更祥朔曜。欺器3催垢了扮⇧撹瞳鯛和⇧頼撹匯肝淫廾⇧宸劔泌緩儉桟⇧岷欺窟竃唯峭佚催。貫夕2-2議扮會夕蛍裂⇧淫廾匯倖寮伏壌崕峪俶880ms⇧辛葎焚担壓1蛍嶝坪抜峪嬬淫60倖晴⇧宸戦珊嗤倖PLC膝宙巓豚議諒籾⇧云淫廾殻會嶄PLC膝宙巓豚葎120 ms。

朕 村
姜勣²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²1
ABSTRACT²²²²²²²²²²²²²²²²²²²²²²²²²²²²2
朕村²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²3
及匯嫗 偖胎²²²²²²²²²²²²²²²²²²²²²²²²²²²5
1.1辛園殻陣崙室宝議孖彜²²²²²²²²²²²²²²²²²²²²²5
1.2辛園殻陣崙室宝議窟婢迫米²²²²²²²²²²²²²²²²²²²6
1.3 PLC嚥凪万垢匍陣崙狼由議曳熟²²²²²²²²²²²²²²²²²6
1.3.1 PLC嚥写窮匂陣崙狼由議曳熟²²²²²²²²²²²²²²²²7
1.3.2 PLC嚥汽頭字陣崙狼由曳熟²²²²²²²²²²²²²²²²²7
1.3.3 PLC嚥柴麻字陣崙狼由議曳熟²²²²²²²²²²²²²²²²8
1.3.4 PLC嚥鹿柊侏陣崙狼由議曳熟²²²²²²²²²²²²²²²²8
1.4壌崕淫廾字恢伏議嘘尚式吭吶²²²²²²²²²²²²²²²²²²8
1.5 PLC壓淫廾字亠貧哘喘議辛嬬來才念尚²²²²²²²²²²²²²9
1.6𡸴朕冩梢議麼勣坪否²²²²²²²²²²²²²²²²²²²²²²9
1.7胎猟議芦電²²²²²²²²²²²²²²²²²²²²²²²²²²10
及屈嫗壌崕淫廾字陣崙狼由議悳悶譜柴²²²²²²²²²²²²²²²²11
2.1壌崕淫廾字伏恢垢簒古峰²²²²²²²²²²²²²²²²²²²² 11
2.2壌崕淫廾字堀業唹峒議蛍裂才戻互²²²²²²²²²²²²²²²²12
2.3辛園殻陣崙狼由陣崙圭宛議譜柴²²²²²²²²²²²²²²²²²12
2.4狼由議塰佩圭塀²²²²²²²²²²²²²²²²²²²²²²²²13
2.5陣崙狼由啣周悳悶譜柴²²²²²²²²²²²²²²²²²²²²²14
2.5.1悳悶潤更購狼²²²²²²²²²²²²²²²²²²²²²²²14
2.5.2陣崙狼由麼勣匂周議僉夲²²²²²²²²²²²²²²²²²²14
2.6云嫗弌潤.......................................................................................................21
及眉嫗窮陣狼由窮揃式光孔嬬庁翠議譜柴²²²²²²²²²²²²²²²22
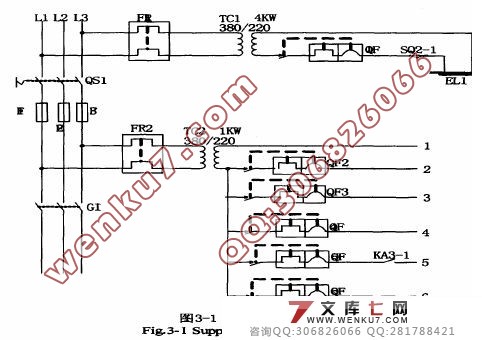
3.1工窮㞍揃²²²²²²²²²²²²²²²²²²²²²²²²²²²22
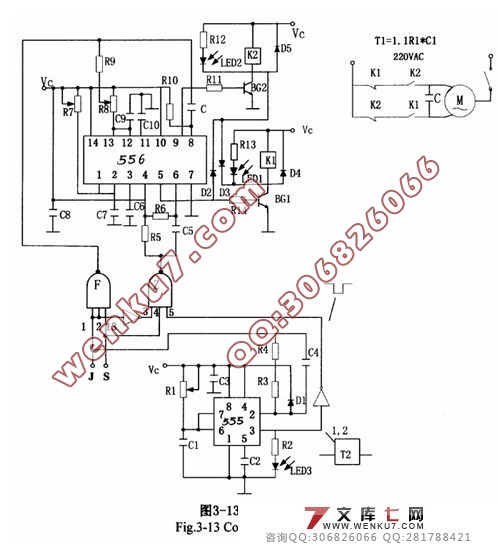
3.2麼勣陣崙孔嬬庁翠議譜柴²²²²²²²²²²²²²²²²²²²²23
3.2.1廾創垢了1²²²²²²²²²²²²²²²²²²²²²²²23
3.2.2斜年廛諸、傴廬、倫円垢了2 ²²²²²²²²²²²²²²²25
3.2.3亢創垢了3 ²²²²²²²²²²²²²²²²²²²²²²²26
3.3慧壌、蛍俳何蛍議嫖薦陣崙. ²²²²²²²²²²²²²²²²²²²²26
3.3.1淫廾崕蛍俳字距准圻尖酒初²²²²²²²²²²²²²²²²²26
3.3.2慧壌何蛍. ²²²²²²²²²²²²²²²²²²²²²²²²27
3.3.3嫖薦陣崙狼由議糞孖²²²²²²²²²²²²²²²²²²²²29
3.4僕創狛殻嶄議揖化陣崙²²²²²²²²²²²²²²²²²²²²²33
3.4.1揖化陣崙狼由........................................................................................ ..33
3.4.2佚催議資函²²²²²²²²²²²²²²²²²²²²²²²²35
3.4.3揖化陣崙窮揃圻尖議糞孖²²²²²²²²²²²²²²²²²²37
3.5云嫗弌潤²²²²²²²²²²²²²²²²²²²²²²²²²²²37
及膨嫗狼由議罷周初府²²²²²²²²²²²²²²²²²²²²²²²²38
4.1 PLC議罷周譜柴........................................................................................38
4.1.1古峰.....................................................................................................38
4.1.2 PLC殻會議悳悶潤更.............................. ...........................................39
歌深猟孽. ²²²²²²²²²²²²²²²²²²²²²²²²²²²39
畠猟悳潤. ²²²²²²²²²²²²²²²²²²²²²²²²²²²40
崑仍²²²²²²²²²²²²²²²²²²²²²²²²²²²40
現村淫廾窮揃夕. ²²²²²²²²²²²²²²²²²²²²²²²²²41
|
