����PLC�Ļ��������Ͽ���ϵͳ���(��������,���ⱨ��,���ķ���,��ҵ����˵����12000��)
ժ Ҫ
�����ҹ����ý���ķ��ٷ�չ��������͵Ļ������̼�����������̿������������ʵĹ�����Ҫ��Ʒ�ʵĻ������������������ǻ�����ʶ�ļ�ǿΪ�˼��ٳ�����������Ⱦ����ͨ�ͽ�����������Ҫ��ʩ���õĻ�����������������������������Ҫ������������Ͼ��ȸߣ�����Ҫ�������ٶȿ죬��ˣ����������������н����豸�Զ�����ϵͳ�����ܵ����ǵ����ӡ��ɱ�̿��������пɿ��Ըߡ��������ơ���̼���ֱ�ۣ��ܹ���Ч���ֲ��̵�������ϵͳ��ȱ�ݡ���������ԭ��������˻��ڵ���Ʒ�����������豸�Զ�����ϵͳ��
�����Ļ���������վ���Ʒ�ʽ�м̵���ֱ�ӿ��ơ�PLC�ͼ��������Լ�PLC�����Ͽ��������3�ֿ��Ʒ�ʽ������PLC�����Ͽ�������Ͽ��ƵĽ���վ���ܿɿ����Լ۱ȸߣ����Ա�֤�������������������������Ч�ʡ���Ϊ����������վ�ĺ��ģ����Ƽ���س����ڼ�����ȷ�����ƿɿ�����������ȷ����Ҫ��Ҳ������ߡ�
�������PLC�����Ͽ�������Ͽ��ƵĽ���վ���������Ƽ���س����������ҪҪ��ɵ�������ϵͳ���졢PLC��I/O���䡢��������ͼ��PLC����ı�д��
�ؼ��ʣ�����������վ��I/O���䣻�ɱ�̿�������PLC�����Զ�����
Abstract
With the rapid development of China's economic construction, the basis for many large engineering and construction projects have been started. Construction of high quality project needs high-quality concrete, and with the strengthening of environmental consciousness, in order to reduce urban noise and pollution, traffic and construction management department for the construction of concrete used in concentration of production and management. This requires not only the ingredients of concrete, high precision, and require the production speed, therefore, the production process of concrete mixing equipment automatic control system has attracted attention. Programmable controller with high reliability, functional, simple and intuitive program can effectively make up for the relay control system defects. For these reasons, I designed the product based automatic control system of concrete mixing equipment.
Common control of concrete mixing station has direct control of relays, PLC and computer and PLC integration and combination of ingredients controller 3 control. Batching Controller using PLC and the control of mixing with reliable, cost-effective, can guarantee the quality of concrete to improve concrete production efficiency. As the core of concrete mixing station, control and monitoring procedures in the measurement of precise, reliable control, easy management, and other requirements are increasing.
In this paper, combined with PLC control and ingredients mixing station controller to design the control and monitoring process design of the main tasks to be accomplished in a systematic structure, PLC's I / O allocation, work flow and procedures for the preparation of PLC.
KEY WORDS: Concrete mixing station; The I / O distribut- ion;Programmable logic controller(PLC); Automatic control
������Ӧ�ﵽ��Ҫ��
�������˽�ͷ�����������Ļ�����,�����Զ��������ۺͼ���,�������о�Ӱ�����Ͼ��ȡ������ٶȺ�ϵͳ�ȶ��Ե����صĹؼ�����,��Ƴ�һ���������õĻ���������ϵͳ(Ӳ�����ɺ�����ʵ��),ʵ����������վ�ȶ������ٵ��ṩ�������Ļ�����,���㹤��Ҫ����Ҫ�о����ݺͷ������£�
(1)�ڷ���Ӱ����������Ͽ��ƾ��ȵ����ػ�����,ͨ�������Ĺ���ʵ������,�о����ƶ����Ʋ��ԡ�
(2)���ݹ���Ҫ��,���ü�������Ƽ������ϵͳ������ơ���Ҫ����:ϵͳ����ṹ����ɡ�Ӳ��Ԫ������ѡ�͡�ϵͳ����ƽ̨��ѡ������ϵͳ���ؼ�ģ��ľ�����ơ����ݿ�ϵͳ�������������Ƶȡ�
(3)��������ģ��Ͷ�����Ʒ���,����û�������ƿ�����س���,������������Ӳ�������ϵ���,��ϵͳ���м����Ż�,ʹϵͳ�ﵽ���Ŀ���g��
(4)ͨ���ֳ����Ժ�����,�������Ʋ���,�Դﵽ��������Ͽ��ƾ��Ⱥ��ٶ�,����û�ʹ�á�
2 ����������ϵͳ�ṹ
2.1 ���������Ͽ���ϵͳ�����
���Ͽ���ϵͳ�ɴ��ϲ֡�����ϵͳ�����ؼ���ϵͳ�������豸�������豸�������豸�����Ŀ���ϵͳ���������[7]��
(1)����ϵͳ
��������ϵͳ�ɵ�������������ٶ��ɵ��(�������ٻ�)�ٶȡ������������ھ����ݾ������������������������ԽϺá����Ͼ���Ҫ��ϸߡ������ٶ�Ҫ������ij��ϡ�Ϊ����������ٶȺ;��ȣ��ɲ���˫�ٵ�����������������ϻ����ּ���ʱ�ø��٣�ϸ����ʱ�õ��١�
���Ÿ���ϵͳ�ʺ����������Ժá������ٶ�Ҫ��졢����Ҫ����Խϵ͵ij��ϡ�ͨ��ʹ��˫����ʵ���������ֿ��ڴ�С��һ��һС�������š��ڴּ���ʱ������ȫ�����ﵽһ����ʱ�����Źر�һ���ֽ���ϸ���ϣ��ﵽԤ����ʱ������ȫ���رա�����һЩҺ��ԭ��(��ˮ��)�ɲ��õ�ŷ����Ϸ�ʽ�����ַ�ʽ������Լ�Ҳ�ɲ���˫��·˫��ŷ����ƣ���������ٶȺ;��ȡ������������ַ�ʽ�⣬����һЩ���Ͽ��Բ��ô��ʹ����ΰ塢��ճ��������ϵȷ�ʽ����ϵͳ�����������ϻ������ϡ�
(2)���ؼ���ϵͳ
���ؼ���ϵͳ���Զ�����ϵͳ�ĺ��ġ����ſ�ѧ������Ѹ�ٷ�չ�����ؼ����Ľ�����ν֮�������죬���ؼ���ģʽ�ķ�չ�����˴�ͳ�ĸܸ˻�е�ӡ�������ʽ���ӳӺʹ�����ʽ���ӳӡ����ԳӺ������ƳӵȽΡ�
�ܸ˻�е����Ҫ�ɳӶ��ܸ�ϵͳ��ɣ�������ٶ�����Ч�ʵ͡�������Ӧ�����Զ�����Ҫ��
Ŀ ¼
ժ Ҫ III
ABSTRACT IV
Ŀ ¼ V
1 ���� 7
1.1 ������ķ�չ�ſ� 8
1.2 ��������о����ݺ����� 9
1.3 ������Ӧ�ﵽ��Ҫ�� 9
2 ����������ϵͳ�ṹ 10
2.1 ���������Ͽ���ϵͳ����� 10
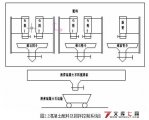
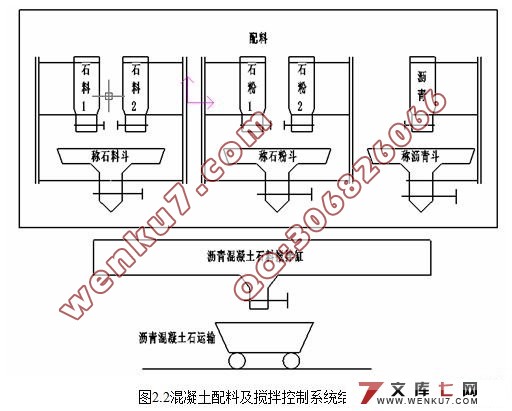
2.2 ���������ϼ�����ϵͳ�ṹͼ���� 11
2.3 ���������ϼ�����ϵͳ����Ҫ���ƵIJ��� 11
2.4 ���������Ͽ��Ʒ������ 13
3 ���������Ͽ���ϵͳ��� 15
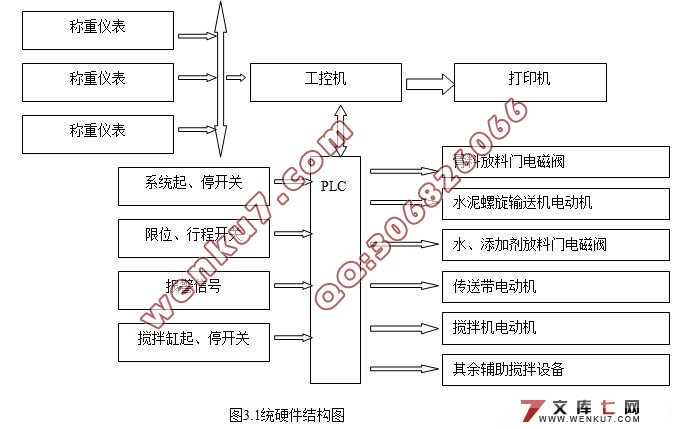
3.1 ϵͳ��� 15
3.2 ϵͳӲ����� 15
3.3 ϵͳ������� 16
3.3.1 ���������� 16
3.3.2 ͨѶ���ܵ�ʵ�� 17
3.3.3 PLC���ƹ���������� 17
4 PLC������� 19
4.1 ������ͼ 19
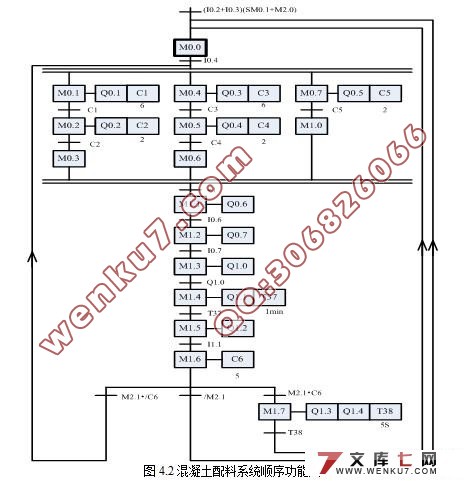
4.2 ˳����ͼ 20
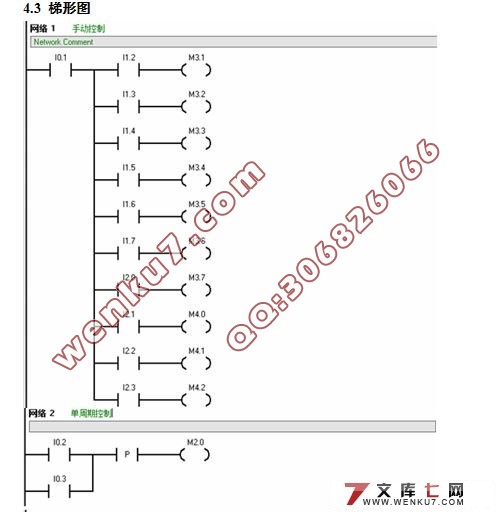
4.3 ����ͼ 21
5 ������� 30
5.1 ģ����Ե������� 30
5.2 ������� 30
5.2.1 �ֶ����Ƴ������ 30
5.2.2 �������Ƴ������ 31
5.2.3 ��ʯ��1������� 31
5.2.4 ��ʯ��1������� 31
5.2.5 ������������ 31
5.2.6 �������� 32
5.3 �� 32
6 ������չ�� 33
6.1 ���� 33
6.2 ��֮����δ��չ�� 33
�� л 34
����� 35
|