SINUMERIK 808D数控车床PLC连接与调试(含CAD图)(任务书,设计说明书18000字,CAD图纸2张)
摘要
数字控制技术作为机械自动化的一个重要方面,随着科学技术的进步数控技术在国民的生产中占据着越来越重要的地位。PLC作为机械自动化的一个重要组成部分由于PLC的适用范围广、操作简单的特点使其在机械生产中扮演着越来越重要的地位。数控车床是按照用户的设定程序命令来实现对待加工元件的加工操作。数控车床具有很高的操作性和加工自动性。
数控技术是新兴技术的代表,世界各国信息产业、生物产业和航空技术等工业广泛采用数控技术用来提高制造技术水平和能力提高对市场的适应能力和竞争能力,因其重要性被列为国家的战略物质,大力发展数控技术是提高国家综合竞争力的途径。伴随着机械制造生产中单件小批量的增多和国防工业部门对零件加工要求提高,形状复杂工序麻烦工件越来越多人们对工件的要求也在增高。为此,迫切需要一种灵活的、通用的柔性化自动化机床或者生产线这就是数控技术。
数控车床由于生产所承担的任务,可以知道PLC控制来控制机床的主要动作,信息化的快速发展促使数控车床技术也在发生着快速的进步,传统意义上的数控车床已经不能满足人们日常生产生活需要。因此,就对我们的数控车床技术提高。PLC可编程控制器因为其强大功能和极强的抗干扰性已经成为人们设计机床时首要的选用元件。本设计以加强PLC与数控机床之间联系而进行。数控系统与PLC的连接、PLC程序设计是本设计的核心部分。
本次设计在进行设计主要面临问题有:解决数控车床CNC系统和PLC的分析;PLC输入输出地址的分配,依据机床的控制要求合理的分配出PLC的输入输出地址,PLC的输入信号一般是继电器,输出信号一般是小型中间继电器和指示灯;PLC外围电路设计可以分为按钮开关与PLC输入电路的连接,指示灯继电器与输出电路的连接;对于PLC参数设定部分主要可以分为:地址范围和MCP信号、用户报警和PLC机床、HMI、NCK数据;PLC控制框图设计可以分为:主程序的设计、数据交换程序、初始化程序、冷却和润滑程序。
根据上面叙述本毕业设计主要强调SINUMERIK 808D数控车床PLC的连接与调试主要分为以下几个部分:
⑴数控车床CNC系统和PLC的功能分析。
⑵PLC的输入输出地址的分配,外围电路的设计。
⑶PLC参数设定。
⑷PLC控制框图的设计。
⑸PLC控制系统的调试。
⑹常见连接故障的分析与处理。
通过本次设计应该达到要求:了解数控车床与数控系统的发展历程,了解数控系统的发展的阶段;熟悉数控车床的各部分元件主要包括机械部分、电气控制部分、PLC控制部分;提高CAD软件使用能力;熟悉PLC的控制编程和PLC的模拟仿真,做到可以独立完成PLC程序的编写以及常用的PLC软件的软件仿真应用,了解常见的数控车床连接时存在问题和问题处理方法。
关键词:SINUMERIK 808D; PLC; 连接; 调试
Abstract
Numerical control technology as an important aspect of mechanical, with the progress of science and technology of numerical control technology in the national production occupies a more and more important position.PLC as an important component of mechanical automation because of PLC applicable scope, the characteristics of simple operation make it plays a more and more important position in mechanical production. CNC lathe is set by the user's program command to implement the machining operation of components.Numerical control lathe has the very high operational and automaticity.
Numerical control technology is a representative of the emerging technologies, the world information industry, biology industry and aviation technology industries widely used numerical control technology is used to improve the level of manufacturing technology and the ability to improve the adaptability and competition ability of the market, because of its importance is listed as a national strategic material, vigorously develops the numerical control technology is to improve the national comprehensive .With increasing in the production of machinery manufacturing sheet small batch and defense industry sector to improve the parts processing requirements, complicated shape process trouble artifacts more and more people to the requirements of the artifacts are also increased Therefore, urgent need a flexible, universal flexible automation machine or production line that is numerical control technology.
On the task of CNC lathe as production, PLC to control the machine tool can know the main action, the development of information technology make NC lathe technology is also in happening fast progress, in the traditional sense of the CNC lathe has can't meet the needs of the People's Daily life.Therefore, to improve our CNC lathe technology.PLC programmable controller because of its powerful function and strong anti-jamming has become people to design the machine tools, the selection of primary components.This design is to strengthen the communication between PLC and CNC machine tool.Numerical control system connected to the PLC and PLC program design is the core part of this design.
The design in the design of the main problems are: solve the numerical control lathe CNC system and the PLC analysis;PLC I/o address allocation, on the basis of the machine tool control and reasonable allocation of the PLC I/o address, PLC input signal is usually relay, the output signal is generally small intermediate relay and light;PLC peripheral circuit design can be divided into button switch input circuit connection with PLC, indicator light relay connected to the output circuit;Parameter setting for PLC part mainly can be divided into: address range and the MCP signal, user alarm machine and PLC, HMI, NCK data;PLC control block diagram design can be divided into: the design of the main program, data exchange program, the initialization program, cooling and lubrication.
This graduation design focuses on the emphasis on SINUMERIK 808 D numerical control lathe PLC connection and debugging
Mainly divided into the following several parts:
(1) CNC system and the analysis of the function of PLC.
(2)PLC I/O address allocation, peripheral circuit design.
(3) The PLC parameter setting.
(4) The design of the PLC control block diagram.
(5)Design the PLC control system.
(6)A common connection failure analysis and processing
Through the design should meet the requirements: understand the development process of CNC lathe and CNC system, understand the development stages of the numerical control system;Familiar with CNC lathe parts components including mechanical parts, electrical control and PLC control part;Improve the ability of using CAD software;Familiar with PLC control of PLC programming and simulation, can be independently write PLC program and the commonly used application software of PLC software simulation, understand common issues and problems in the numerical control lathe connection method.
Key words: SINUMERIK 808D; PLC; connection; debugging
目 录
第一章 绪论 1
1.1 前言 1
1.2数控系统地发展 1
1.3本设计主要任务 2
第二章SINUMERIK 808D概括 4
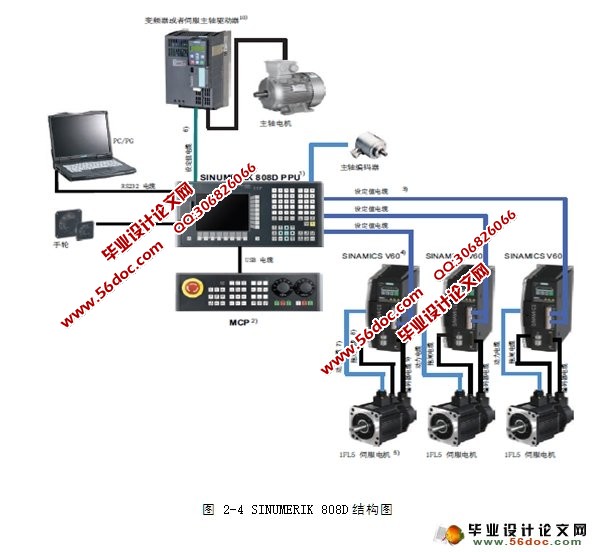
2.1 SINUMERIK 808D简介 4
2.2 SINUMERIK 808D组成部分 4
第三章 数控系统的机构组成 8
3.1 数控系统的结构原理 8
3.2数控系统CNC的组成 8
第四章 数控车床PLC的机构组成和工作原理 11
4.1 数控机床PLC的形式 11
4.2 数控车床PLC的硬件组成和功能 11
4.3 PLC的工作原理 13
4.4 PLC与数控车床的信息传递 14
第五章808D电气电路设计 15
5.1 电气控制电路简介 15
5.1.2 电气原理图的要求 15
5.1.3 电气设计的原则 15
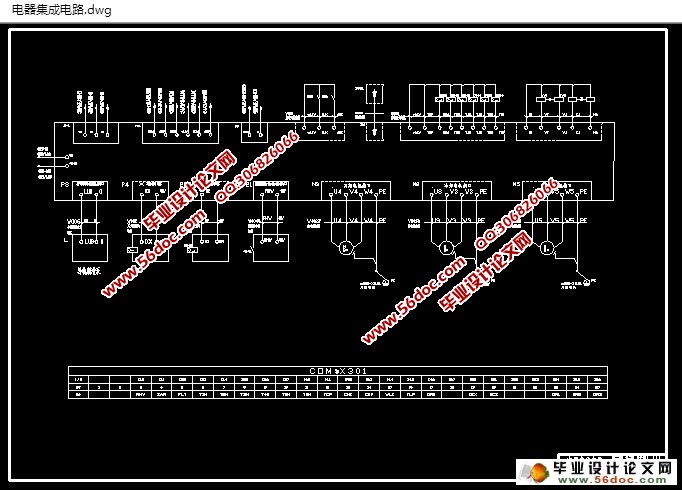
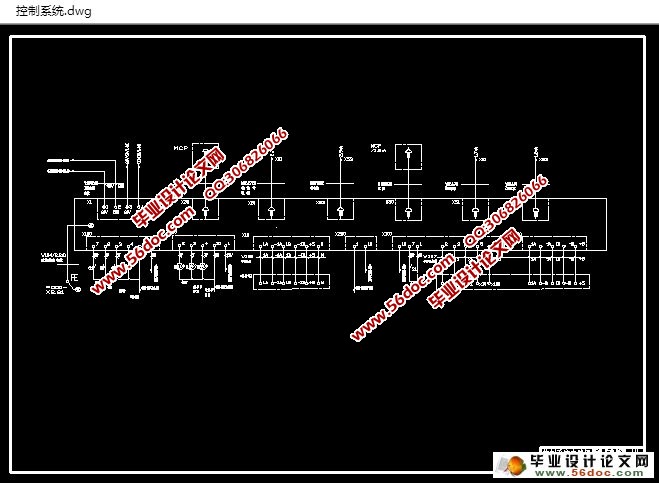
5.2 808D电路的设计 16
5.2.1电气集成电路 16
5.2.2 控制系统电路 18
第六章 PLC的设计 20
6.1 PLC的编程方法 20
6.2 PLC的设计 20
6.2.1PLC设计方法 20
6.2.2PLC程序设计步骤 20
6.2.3 PLC在车床控制的分析 21
6.2.4PLC参数设定 21
6.2.5 PLC机床数据 23
6.2.6 HMI数据 24
6.2.7 NCK数据 24
6.2.8 PLC的输入输出地址 25
6.3 PLC控制部分设计 27
6.3.1 主轴程序设计 27
6.3.2 主轴和进给轴的控制程序 28
6.3.3 机床冷却系统控制程序 30
6.3.4带二进制编码功能的刀架程序 31
6.3.5 辅助程序设计 33
6.4 PLC控制部分调试 34
6.4.1 PLC连接 35
6.4.2 安装Programming Tool 35
6.4.3 PLC程序的在线调试 36
6.4.4 PLC用户报警调试 36
第七章 常见连接的故障的分析和处理 39
7.1 硬件故障 39
7.1.1开机无法进入系统 39
7.1.2 电池报警 39
7.1.3 MCP触摸板不能用 39
7.1.4 RS23传输故障 40
7.1.5主轴故障 40
7.1.6主轴编码器故障 41
7.2 PLC故障 41
7.2.1 报警提示700013 41
7.2.2 报警提示 700017 41
7.2.3 报警提示 700022 42
7.2.4故障提示700025 42
7.2.5故障提示700024 42
7.2.6故障提示 700028 42
总结 43
参考文献 44
致谢 45
|