某型汽车汽缸盖顶面半精铣削加工夹具的设计(含CAD零件装配图)(论文说明书13000字,外文翻译,CAD图11张)
摘要
全球的汽车行业一直处于发展状态, 相应的汽车需要性能更高的发动机来匹配。发动机上最核心的零部件之一就是汽缸盖,汽缸盖加工之后的质量与发动机的工作性能密不可分。汽车汽缸盖属于箱体类零件,而且内部构造十分繁杂。一个合适的机械加工工艺规程和一个品质优良的夹具就能够坚实的确保产品的质量。此次设计的研究对象是某型汽车发动机的汽缸盖,通过研究汽缸盖零件的作用,简单地编制了汽缸盖顶面和底面机械加工的工艺及工序,并设计了粗、半精铣削顶面的夹具。作为保证零件精度重要工具的机床夹具,是否可以坚实的确保加工工件的加工品质、零件的生产效率以及加工的经济成本是考量夹具设计质量优劣的重要指标。能够减少辅助时间、提升劳动效率、确保加工精度、统一加工质量、减少对于操作工人技术的依赖、拓宽机床加工工艺范围的夹具就是一个品质优良的夹具。拟定合适的机械加工工艺路线并设计出高品质的夹具,从而来减少辅助工作时间、提升生产效率、确保工件的加工质量是此次设计的最终方向。
关键词:汽缸盖;工艺方案;机床夹具;定位基准。
Abstract
The global automotive industry has been in a state of development, and the corresponding cars need a higher performance engine to match. Cylinder cover is one of the most critical parts of the engine. The quality of cylinder cover is closely related to the performance of the engine. The cylinder cover of the car belongs to the box type parts, and the internal structure is very complicated. A proper machining process and a quality fixture can ensure the quality of the product. The research object of this design is a certain type of automobile engine cylinder cover, by studying the role of the cylinder cover parts, simply created at the top of the cylinder cover and underside machining technology and process, and designed a coarse, half precision fixture of milling end face. As an important tool to ensure accuracy of parts for machine tool fixture, whether can be solid to ensure the machining quality of workpiece, parts production efficiency and economic cost of processing is one of the important indicators, quality fit and unfit quality fixture design considerations. Can reduce the auxiliary time, improve labor efficiency, ensure the machining accuracy and unified processing quality, reduce its dependency on technology for operating workers, broadening the scope of machine tool processing technology of the clamp is a superior. To formulate appropriate mechanical processing craft route, the design quality of fixture, thus to reduce the auxiliary time, improve production efficiency, guarantee the machining precision of parts is the final direction of the design.
Key words: cylinder cover; Process plan; Machine tool fixture; Locating datum.
序言
全世界经济迅速增长的一个重要途径就是机械制造行业。我国在改革开放以后,机械制造行业取得了空前的发展,而它比较完整的工业产业规模和具有的基本技术是它成为一个工业部门的重要原因。在汽车产业发展的同时,其他行业生产技术也在不断的提升,而且国家的经济效益也在飞速增长,处在二十一世纪初的时间点上,传统机械制造行业已经不能满足当下的需求了。生产技术的低下、缺乏合适的机械加工工艺、很少使用专用夹具是最主要的表现,而这也导致工人的劳动强度增加、所耗费时间增长,最重要的是生产出来的产品质量和产品精度都不怎么高。所以源源不断地汲取最新颖的科学技术并总结经验是机械制造行业发展的重要方法,进而实现机械制造生产领先、前沿的目标,让机械制造成为一个技术性显著的行业,使得中国顺利地完成制造行业的转型。
机床加工专用夹具的设计是本次设计难点。进行此次毕业设计时,结合我们大学四年中学习到的专业知识,清晰地了解拟定机械加工工艺规程、分析工艺设备相关问题的能力。在进行设计的过程当中,清楚相关的标准和设计材料,学会使用网络数据库和一系列工具手册,也可以把此次设计看作是未来加入机械行业的垫脚石。
本文主要内容
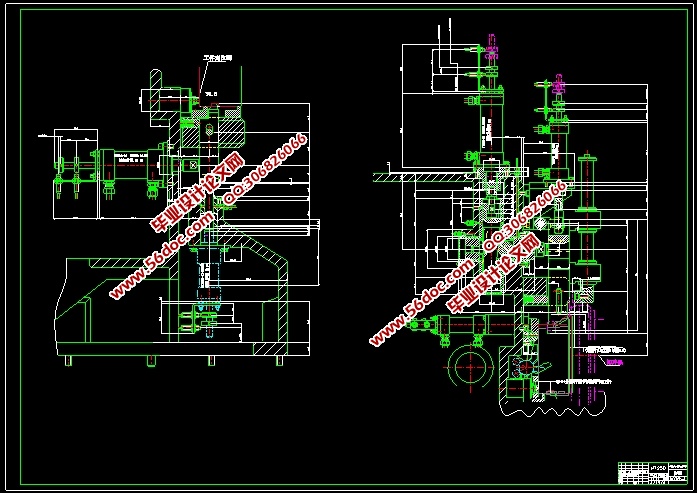
本次研究设计的是某型汽车发动机汽缸盖顶面半精铣削加工机床专用夹具的设计。由于发动机的工作性能直接受到汽缸盖加工品质的影响,所以汽缸盖机械加工工艺和夹具的要求都很高。在此次设计时,除了需要设计机械加工工艺规程,还要绘制工件加工工序图和加工示意图,并为加工工艺中的某道工序设计加工专用夹具,最终绘制出夹具装配图、夹具体图和夹具零件图等。
第 2 章 汽缸盖加工工艺设计
2.1 零件的功用
汽缸盖处在密封汽缸的上方,并用螺栓连接紧固,同活塞与汽缸一同构成燃烧室。燃烧室的位置处在汽缸的上半部分,所以庞大的高能量负载是汽缸盖所必须要经受的,而汽缸盖所处的任务环境又较为恶劣,假如出现受力不均,就有极大可能出现汽缸盖破裂的现象。然而汽缸盖内部构造十分繁杂,除了有进气和排气的管道外,还有喷油孔和结构不规整的冷却水管道,所以在拟定加工工艺及设计零件加工机床专用夹具的时候,它们所处的正确位置以及密封性能和承载性能都是需要重点确保的。
2.2 零件的工艺分析
为了保证工件的加工精度,就要有一个贴合设计要求、具有良好工艺结构的机械加工工艺。汽缸盖的结构设计与其加工工艺必然是不能分开的。所以铸造形式一般采用铸铁浇铸。如果设计的汽缸盖存在大于30mm的孔的时候,此孔通常由铸造制得,以免增加加工削减量。
主要加工表面分析:
(1) 粗、半精铣汽缸盖底面:由于汽缸盖要安装在汽缸体上面,所以汽缸盖底面要贴合汽缸体顶面,故密封性要达到要求,所以精度等级为IT8级,表面粗糙度Ra=6.3。
(2) 粗、半精铣汽缸盖顶面:这个面是需要与另外的面相配合的,也就存在面的接触,所以精度等级也为IT8级,表面粗糙度Ra=6.3。



目录
第1章 绪论 1
1.1 课题目的意义 1
1.2国内外研究现状和发展动态 1
1.3 本文主要内容 3
第 2 章 汽缸盖加工工艺设计 3
2.1 零件的功用 3
2.2 零件的工艺分析 4
2.3 确定生产类型 4
2.4 毛坯的类型与制造 4
2.4.1毛坯类型及成型 4
2.4.2分型面的选择 5
2.4.3毛坯尺寸及加工余量 5
2.4.4零件毛坯图 6
2.5 汽缸盖加工工艺路线 6
2.5.1定位基准 6
(1)粗基准的选择原则 6
(2)精基准的选择原则 7
2.5.2加工方法的选择原则 7
2.5.3工序的分散与集中 8
2.5.4工序顺序 8
(1)机械加工顺序 8
(2)加工阶段 8
(3)热处理工序 8
(4)辅助工序 9
2.5.5确定工艺路线 9
2.5.6加工机床及工艺设备的选择 10
(1)机床设备的选择 10
(2)工艺装备的选择 10
2.6 确定工序切削用量及基本时间 10
第 3 章 专用夹具设计 13
3.1 机床夹具概述 13
3.1.1机床夹具的分类 13
3.1.2机床夹具的组成 13
3.1.3夹具设计的基本要求 13
3.1.4夹具的类型及任务 14
3.2 铣夹具设计方法 14
3.2.1定位方案确定 14
3.2.2定位误差分析和计算 14
3.2.3夹紧装置设计 15
3.2.4夹紧力的计算 15
(1)切削力的计算 15
(2)夹紧力的计算 16
3.2.5液压缸的确定 17
(1)液压缸内径 18
(2)活塞杆直径 18
(3)主缸壁厚 19
(4)缸体长度 19
3.2.6夹具体的设计 19
3.2.7铣夹具装配图 20
第 4 章 总结 21
参考文献 22
附录1: 23
附录2: 27
|
