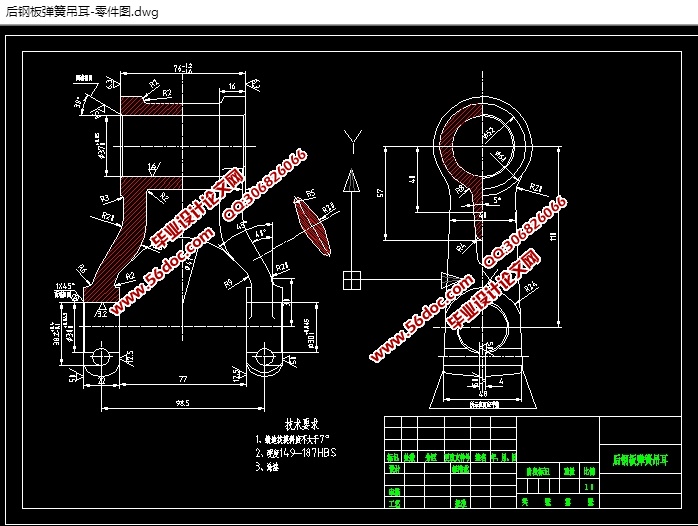
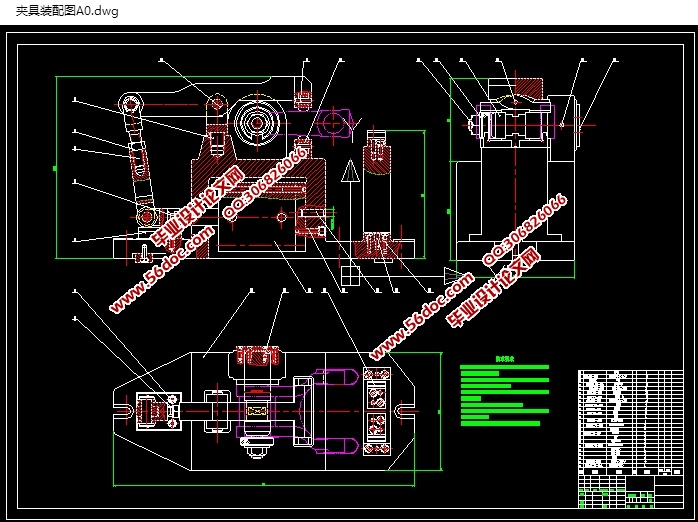
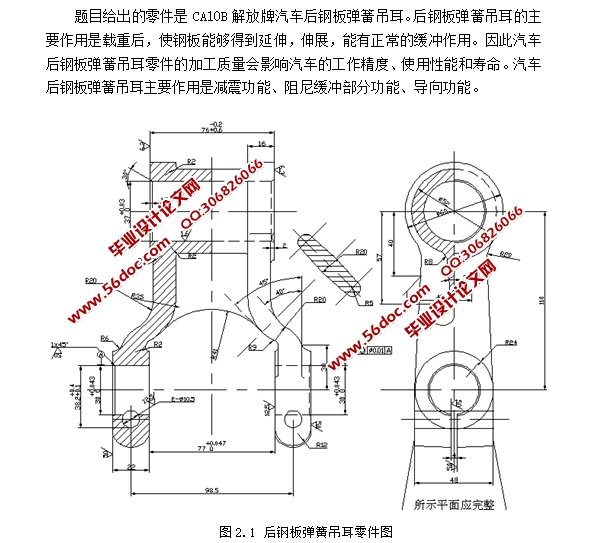
后钢板弹簧吊耳工艺夹具设计(含CAD零件图夹具图,工艺卡) 来源:wenku7.com 资料编号:WK718966 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK718966 以下是资料介绍,如需要完整的请充值下载。 1.无需注册登录,支付后按照提示操作即可获取该资料. 2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 后钢板弹簧吊耳工艺夹具设计(含CAD零件图夹具图,工艺卡)(论文说明书9500字,CAD图纸5张,工艺卡) 摘 要 本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。基准选择以后钢板弹簧吊耳大外圆端面作为粗基准,以后钢板弹簧吊耳大外圆端面与两个工艺孔作为精基准。主要加工工序安排是先以后钢板弹簧吊耳大外圆端面互为基准加工出端面,再以端面定位加工出工艺孔。在后续工序中除个别工序外均用端面和工艺孔定位加工其他孔与平面。整个加工过程均选用组合机床。本次设计是对后钢板弹簧吊耳零件的加工工艺规程及一些工序的专用夹具设计。后钢板弹簧吊零件的主要加工表面是平面及孔。由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。 关键词 后钢板吊耳,加工工艺,专用夹具 2.1零件的分析 2.1.1零件的作用 题目给出的零件是CA10B解放牌汽车后钢板弹簧吊耳。后钢板弹簧吊耳的主要作用是载重后,使钢板能够得到延伸,伸展,能有正常的缓冲作用。因此汽车后钢板弹簧吊耳零件的加工质量会影响汽车的工作精度、使用性能和寿命。汽车后钢板弹簧吊耳主要作用是减震功能、阻尼缓冲部分功能、导向功能。 1.1.2零件的工艺分析 由后钢板弹簧吊耳零件图知可将其分为两组加工表面。它们相互间有一定的位置要求。现分析如下: (1)以 两外圆端面为主要加工表面的加工面。这一组加工表面包括:。 两外圆端面的铣削,加工 的孔,其中 两外圆端面表面粗糙度要求为 , 的孔表面粗糙度要求为 (2)以 孔为主要加工表面的加工面。这一组加工表面包括:2个 的孔,2个 的孔、2个 孔的内外两侧面的铣削,宽度为4 的开口槽的铣削,2个在 同一中心线上数值为 的同轴度要求。其中2个 的孔表面粗糙度要求为 ,2个 的孔表面粗糙度要求为 ,2个 孔的内侧面表面粗糙度要求为 ,2个 孔的外侧面表面粗糙度要求为 ,宽度为4 的开口槽的表面粗糙度要求为 。 目 录 摘 要 1 ABSTRACT II 目 录 1 1 前 言 1 2 加工工艺规程设计 2 2.1零件的分析 2 2.1.1零件的作用 2 1.1.2零件的工艺分析 2 2.2工艺过程设计所应采取的相应措施 3 2.3后钢板弹簧吊耳加工定位基准的选择 3 2.3.1 确定毛坯的制造形式 3 2.3.2粗基准的选择 3 2.3.3精基准的选择 4 2.4 工艺路线的制定 4 2.4.1 工艺方案一 4 2.4.2 工艺方案二 4 2.4.3 工艺方案的比较与分析 5 2.5机械加工余量、工序尺寸及毛坯尺寸的确定 5 2.6确定切削用量及基本工时(机动时间) 6 2.7时间定额计算及生产安排 15 3 内侧端面夹具设计 17 3.1内侧端面夹具设计 17 3.2定位方案的分析和定位基准的选择 17 3.3定位误差分析 18 3.4铣削力与夹紧力计算 18 3.5夹具设计及操作的简要说明 19 结 论 20 参 考 文 献 21