基于PMC轴的T功能设计及应用(自动化)

摘要 程序已经用于实际生产,达到了生产要求。编程及调试程序后的体会:在对加工中心进行换刀动作的编程安排时,体会如下: 课题任务 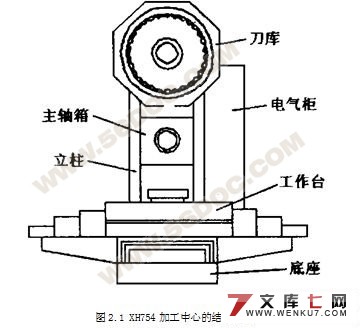 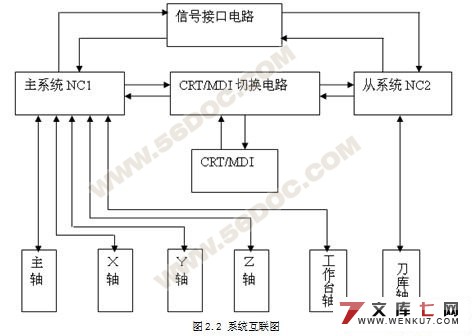 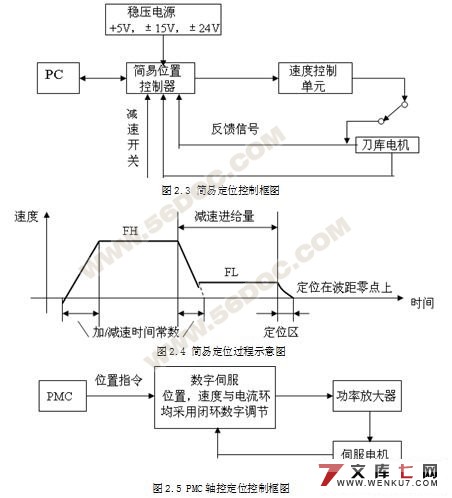 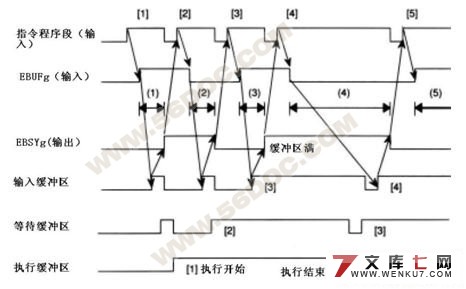 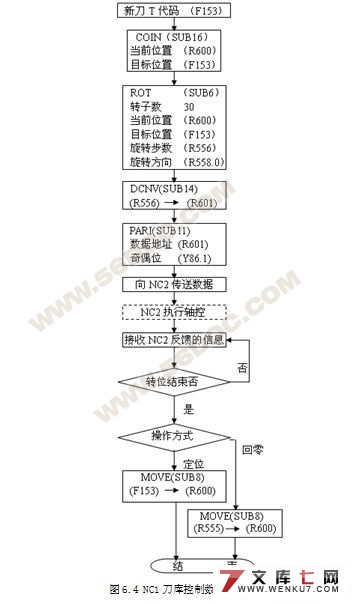 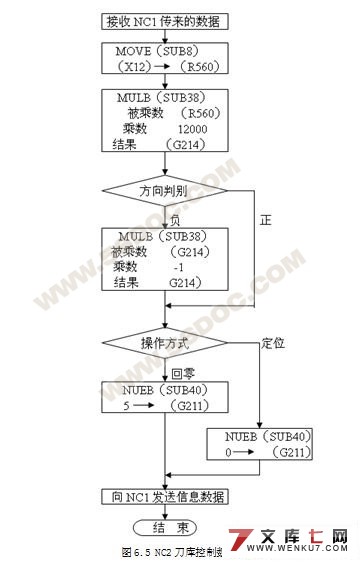  目录 18000字 第一章 概论 1 1.1 前言 1 1.2 课题来源 1 1.3 课题任务 1 1.4 加工中心发展趋势 2 1.4.1 加工中心的类型 2 1.4.2 刀库的种类 3 1.4.3 换刀方式 4 1.4.4 自动换刀装置 4 第二章 方案论证 6 2.1 XH754卧式加工中心 6 2.2 方案论证 7 第三章 PMC指令 12 3.1 PMC定义 12 3.2 PMC基本指令 12 3.3 PMC功能指令 13 3.3.1 TMR(定时器) 13 3.3.2 CTR(计数器) 14 3.3.3 MOVE (逻辑乘数据传送) 16 3.3.4 MULB(二进制乘法运算) 16 3.3.5 COMP(数值大小判别) 18 3.3.6 COIN(一致性检测) 19 3.3.7 ROT(旋转控制) 20 3.3.8 PARI(奇偶校验) 21 3.3.9 DCNV(数据转换) 22 3.3.10 MUMEB(定义二进制常数) 23 第四章 PMC轴控制 24 4.1 PMC轴控制 24 4.2 PMC轴设置 25 4.3 PMC轴程序设计 27 第五章 伺服电机的选择和惯量的匹配 30 5.1 伺服电机选择的基础 30 5.2 刀库伺服相关参数 30 5.2.1 电动机伺服参数 30 5.2.2 刀库机械参数 31 5.2.3 刀库运转参数 31 5.2.4 负载转矩构成 31 5.3 伺服电动机转矩计算 31 5.3.1 计算目的 31 5.3.2 刀盘满载 32 5.3.3 刀盘偏载 33 第六章 XH754卧式加工中心PMC控制程序设计 34 6.1 输入/输出口的分配 34 6.2 主轴控制 35 6.3 ATC控制 36 6.4 PMC轴的T功能的程序 41 结论 43 结束语 44 致谢 45 参考文献 46 附录 48 |