Abstract
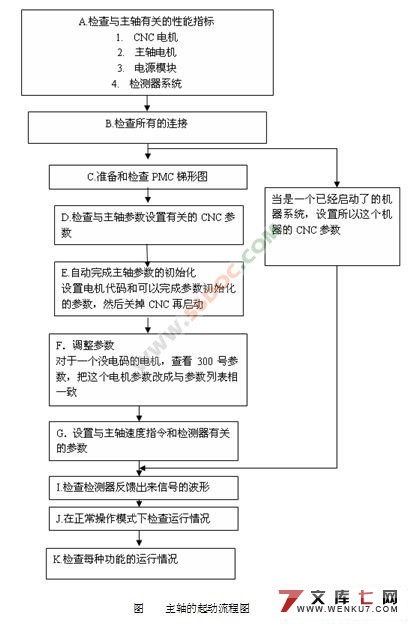
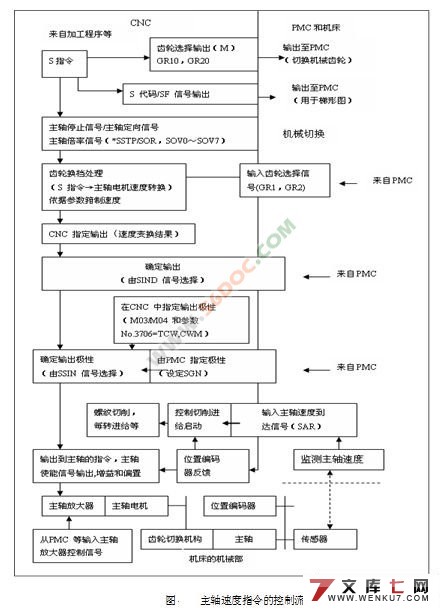
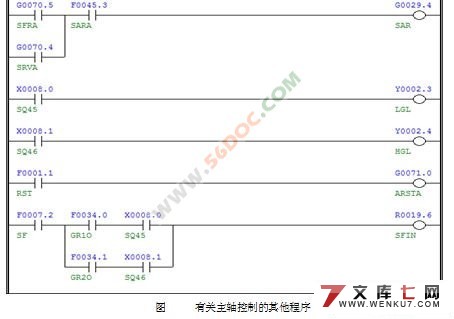
The topic puts forward a reformation project about the part of spindle of MCFHD80A horizontal machincing center. After the hardware configuration and connection are designed, the operation control of the spindle is realized. According to the mechanical structures and the control request of the machine tool, spindle parameter and CNC basic parameter are set and adjusted. In addition, it also makes a design of the gear change and orientation about the spindle. The retrofitted CNC machine tool has been used to produce the case of the reducer of 9 tons heavy vehicles.
Key words: CNC system;machining center; serial spindle; gear change; orientation.